Спросите последнюю цену
Сайт Участник
6 лет

YIWU YUXING IMPORT AND EXPORT FIRM
ИМПОРТ YIWU YUXING И ФИРМА ЭКСПОРТА ОДНА ПОКУПК СТОПА ПОЛУЧИТЕ СТОИМОСТЬ ВАШИХ ДЕНЕГ



Add to Cart
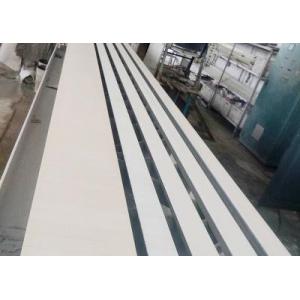
Доска более форудринир части провода бумажной машины формируя после хэадбокс
1. Формируя плита раздела провода машины Фоурдринир бумажной составлена нескольких предкрылков с узкими зазорами. Функция формируя доски контролировать количество деватеринг бумаги на бумажной сети, и поддерживать сеть между грудным валиком и первым креном (или первым набором доск) для того чтобы исключить явление пульпы скача и улучшить бумажную ровность листа.
2. Роль формировать плиту:
2,1 контролируя деватеринг: Большое количество деватеринг немедленно после пульпа положена в сети весьма пагубны для образования бумажной сети. Оно причинит волокна стоять вверх и влиять на прочность бумаги; оно причинит большое количество тонких волокон для того чтобы протекать, причинять различные свойства с обеих сторон бумаги, и делать первоначально депозированные волокна слишком плотным, влияющ на более дальнейшие образование и обезвоживание пульпы;
2,2 поддержка формируя сеть: Она помогает исключить бить явление когда слурры первоначально на сети, и улучшает формировать бумажного листа. Если никакая формируя плита, то она даже причинит формируя сеть провиснуть на грудном валике, приводящ в пульпе скача на экран.
3. Структура формировать плиту:
3,1 типичная структура: Формируя плиты вообще длинные прокладки. Каждая формируя плита составлена 1-5 частей. Согласно требованиям процесса, установлены 1-3 частей. Первая сторона 100-200мм широкое, и остатки узки, обычно 65 до 100мм с тангажом 40-50мм.
3,2 формировать плиты на современных бумажных машинах: Обычно, цепляя пункты поверхности пульпы коробки, которая составлена широкой плоской плиты луча и нескольких доск небольшого наклонения прерывая, на самолете около ведущей кромки плиты луча. Медленное обезвоживание может стабилизировать подачу пульпы.
3,3 материал формируя плиты: Необходимо, что будет износоустойчиво и имеет достаточная ригидность, поверхность плиты должна быть сдержана прямой, и ведущая кромка предкрылка должна быть ясна и не снована. В наше время, структура нержавеющей стали широко использована, и поверхность инкрустирована с панелью полиэтилена высокой плотности и керамический. Керамические панели спеченные с глиноземом имеют хорошую работу, сопротивление носки и ровную поверхность. Хотя цена немного дорога, они больше и больше используемое общее.
4. Используйте влиять на факторы:
4,1 наклонение ведущей кромки: Если ведущая кромка первого предкрылка слишком квадратна, то вода принудится в бумажный лист, поэтому бумажная поверхность груба. Толщина края 075-15мм. Предкрылок зада смотрит на мовинг сеть на ° 60. Повысьте воду для того чтобы стечь легко под медной сеткой.
4,2 положение установки:
Ближе первая плита к ролику груди, небольшой количество обезвоживания ролика груди. Если слурры распылен на сетке над формируя плитой, то ролик груди не фильтрует воду, и большое количество воды будет принята прочь медной сеткой легкой для генерации продольной выпуклой подачи слурры на свободной поверхности слурры (потому что поверхность не может быть совершенно пряма), и опасность проходов пульпы когда они вступают в противоречия с смежной подачей пульпы; наоборот, если слурры распылен на медной проволоке около начала доски или переднего края, то бумажный лист будет сформирован более быстро поверхности пульпы плосок, но печатание экрана на бумаге более тяжело.
4,3 угол установки и высота установки: Как следует положитесь вперед, пока выходящ некоторый зазор с чистой поверхностью, вы можете контролировать количество обезвоживания и уменьшать носку. Вообще выходите 15-3мм для ведущей кромки и 075-15мм для отставая края.
4,4 прибор регулировки: Формируя плита должна быть обеспечены, что с прибором регулировки отрегулировала положение, высоту и угол для того чтобы соотвествовать деятельности.
