Спросите последнюю цену
Сайт Участник
4 лет

Shaanxi Peakrise Metal Co.,Ltd
идея развития: Престижность во-первых, качественная сперва и обслуживание сперва цель бизнеса : Ведущее отечественное, standarded международное проверка качества : держите обещание, оснуйте на чес

Add to Cart
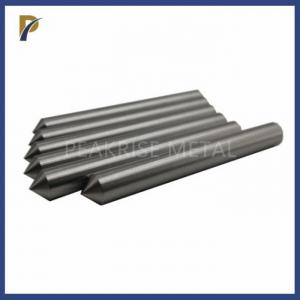
Сплав молибдена вольфрама подпитал электроды для сварочного аппарата TIG
1. Описание сплава молибдена вольфрама подпитало электроды для сварочного аппарата TIG:
Электроды молибдена вольфрама сделаны из вольфрама и молибдена и произведены используя такие же процессы как те используемые для того чтобы сделать молибден и сплавы молибдена. Это позволяет нам произвести электроды в разнообразие формах, включая штанги, плиты, провод, и другие нестандартные конструкции.
Низкий коэффициент теплового расширения, высокотемпературная прочность, низкое давление пара, сопротивление носки, сильные восходящий поток теплого воздуха и электрическая проводимость, и низкий коэффициент теплового расширения все свойства вольфрам-молибдена и сплава вольфрам-молибдена. продукция компонентов и польза тяжелых материалов в участках воздушно-космического пространства и обороны. Настоящий продукт главным образом использован на подпитанном электроде сварочного аппарата дуговой сварки аргона.
2. Размер и химикат сплава молибдена вольфрама подпитали электроды для сварочного аппарата TIG:
Диаметр: 0.5~3.6mm
Длина: 50~175mm

| Количественный анализ | ||||||||
| Элемент | W | Mo | Fe | Si | Ni | C | O | N |
| Концентрация (%) | 30~50% | останьтесь | 0,01 | 0,01 | 0,005 | <0> | 0,0025 | 0,002 |
4. особенности сплава молибдена вольфрама подпитали электроды для сварочного аппарата TIG:
Этот сваривая метод имеет следующие преимущества и недостатки потому что дуга горится в аргоне:
1) Аргон имеет превосходное защитное влияние и может эффектно изолировать окружающий воздух; он ни те реагирует химически с металлом ни растворяет в металле, делая металлургическую реакцию в сваривая процессе простым и легким контролировать, таким образом получающ высококачественные сварки для того чтобы обеспечить хорошее состояние.
2) Дуга электрода сплава вольфрам-молибдена очень стабилизирована, и она может все еще сгореть стабилизированно даже в случае небольшого течения (<10a>
3) Провод теплового источника и заполнителя можно контролировать отдельно, поэтому количество введенного тепла легко для того чтобы отрегулировать, поэтому этот сваривая метод можно сварить во всех направлениях, и также идеальный метод для того чтобы осуществить, который одно-встали на сторону заварку и двухсторонний формировать.
4) В виду того что провод заполнителя не проходит настоящее, никакой выплеск, и сваривая шов красив.
5) Дуговая сварка аргона AC может автоматически извлечь фильм окиси на поверхности weldment во время сваривая процесса. Поэтому, некоторые цветные металлы с сильной химической деятельностью, как алюминий, магний и сплавы, можно успешно сварить.
6) Электрод сплава вольфрам-молибдена имеет плохую допустимую силу тока. Чрезмерное течение причинит электрод вольфрама расплавить и испариться, и свои частицы могут вписать жидкий бассейн и включение вольфрама причины. Поэтому, тариф низложения небольшой, глубина проникания мелка, и урожайность низка.
7) Польза газа аргона дороже, тариф низложения низок, и сварочный аппарат дуговой сварки аргона более осложнен. Сравненный с другими сваривая методами (как дуговая сварка электрода, погруженная в воду дуговая сварка, и газ СО2 защищал сваривать), цена производства выше.
8) Окружать дуги аргона значительно повлиян на воздушным потоком, и не легко работать outdoors.
Пожалуйста нажмите под кнопкой для для того чтобы выучить больше наши продукты.